Q1,原點回歸不啟動?
A1:請依序檢查:
伺服模式P1-01必須是1,即PR模式才有原點回歸功能,設定本參數須重上電才生效!
必須SERVO ON(伺服使能)且沒有任何警報(ALARM)發生!
Q2,原點回歸該如何觸發?
A2:觸發原點回歸的方法有:
觸發DI.SHOM(0x27),給定上升緣即可回原點
寫參數P5-07=0,觸發PR#0即可回原點,不論從面板或通訊都可.
觸發DI.CTRG(0x08),且DI.POS 0~POS 5皆為OFF,也可觸發PR#0回原點
自動回原點:設定如下圖中BOOT=1,上電第一次Servo ON時將自動回原點
任意PR執行跳躍(JUMP)到PR#0,也會開始回原點
Q3,原點回歸觸發后馬達一直轉不停?
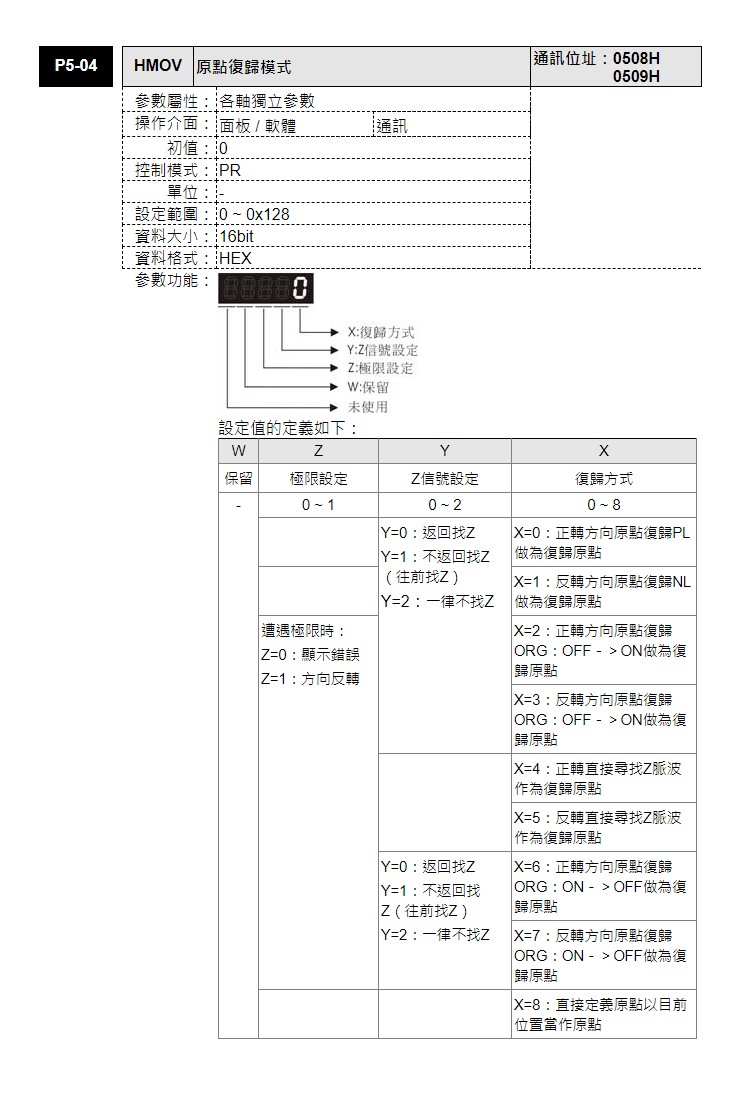
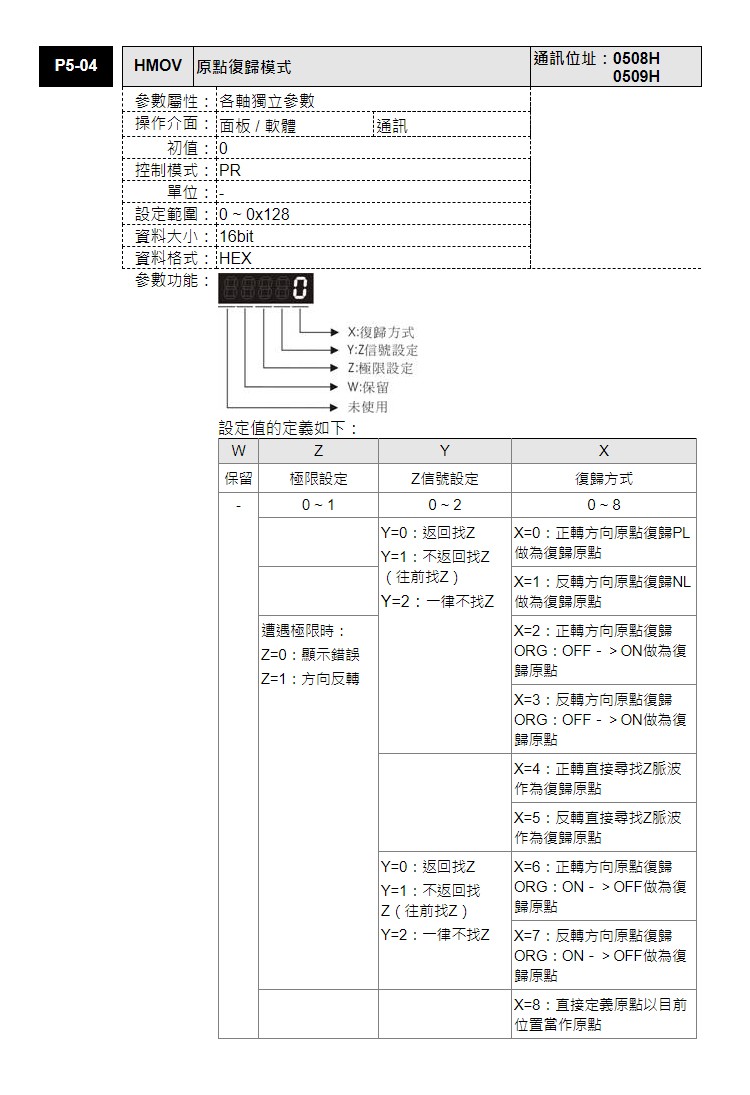
A3:原點回歸通常會先尋找DI,如果找不到馬達就會一直轉不停!請根據P5-04.X=?來檢查:
X=0,則DI 1~8至少要一個選定0x23(正轉極限PL)且接線正確
X=1,則DI 1~8至少要一個選定0x22(反轉極限NL)且接線正確
X=2,3,6,7,則DI 1~8至少要一個選定0x124(近旁原點ORGP)且接線正確
Q4,為何需要執行原點回歸?
A4:原點回歸的目的是將機械實際的空間位置與伺服內部的坐標系產生正確的關聯,以利后續的運動命令得以正確的執行.否則會有撞機的風險!
Q5,什麼是機械原點?什麼是坐標原點?
A5:機械原點即為機械上安裝的感測器(稱為DOG點)或馬達Z信號的位置(如果P5-04.Y有指定找Z的話),可讓原點回歸功能來偵測,作為機械真實位置的基準.坐標原點就是坐標系中坐標值等于零的位置.機械原點與坐標原點兩者位置不一定要相同.臺達A2伺服可以用參數P6-01來定義機械原點的坐標值,也就是與坐標原點的偏移值。這對坐標系的建立與微調很有幫助。
Q6,原點回歸為何需要尋找Z信號?
A6:原點回歸的過程是先尋找DOG點(可能是NL/PL/ORGP),若以此做為機械原點,其重現精度會因感測器的安裝方式,老化,震動或雜訊…等因素而受影響。藉由尋找編碼器上的Z相當作機械原點,可以讓重現精度更有保障。由于最終的機械原點定義在編碼器的Z,所以感測器DOG常稱為近旁原點,由于馬達轉一圈就會出現一個Z信號,所以DOG信號不能省略以免無法分辨哪一個才是正確的Z.
Q7,原點回歸完成后如何自動走一段偏移量(Offset)?
A7:利用ASDASoft軟體的PR編輯->原點設定,將圖中PATH:路徑形式指定任意一個PR號碼,例如PR#5,當原點回歸完成后就會自動執行此PR#5,只要將其設定成如圖中絕對定位命令,就能移動到任意指定的坐標位置了!
Q8,機械原點座標P6-01設定為0,原點回歸完成為何停止的位置不是0?
A8:原點尋找的過程馬達是有速度的,當遇到機械原點時,會將當前的座標值改成P6-01,同時開始減速,由于減速需要時間,所以一定會沖過頭.也就是說,停止的時候位置已經不在機械原點上了,顯示的座標值自然會偏離P6-01一點,這是正常現象,由于坐標系已經正確的連結到機械的位置,所以對后續的定位精度是沒有影響的!
東莞豐石電子是臺達一級代理商,丹佛斯一級代理商,威綸通一級代理商及三菱代理商。
公司主營:臺達機器人、臺達變頻器、臺達數控系統、臺達伺服系統、運動線性產品、臺達PLC、臺達觸摸屏人機、臺達傳感器、臺達視覺系統、臺達讀碼器、臺達溫控表、臺達電源、臺達編碼器、丹佛斯變頻器、三菱PLC、三菱伺服、威倫通人機、行星減速機。